An uncompromising
commitment to technological
innovation designed
to overcome the world’s
present and future challenges
Quality, trust, and new ideas for the world and future.




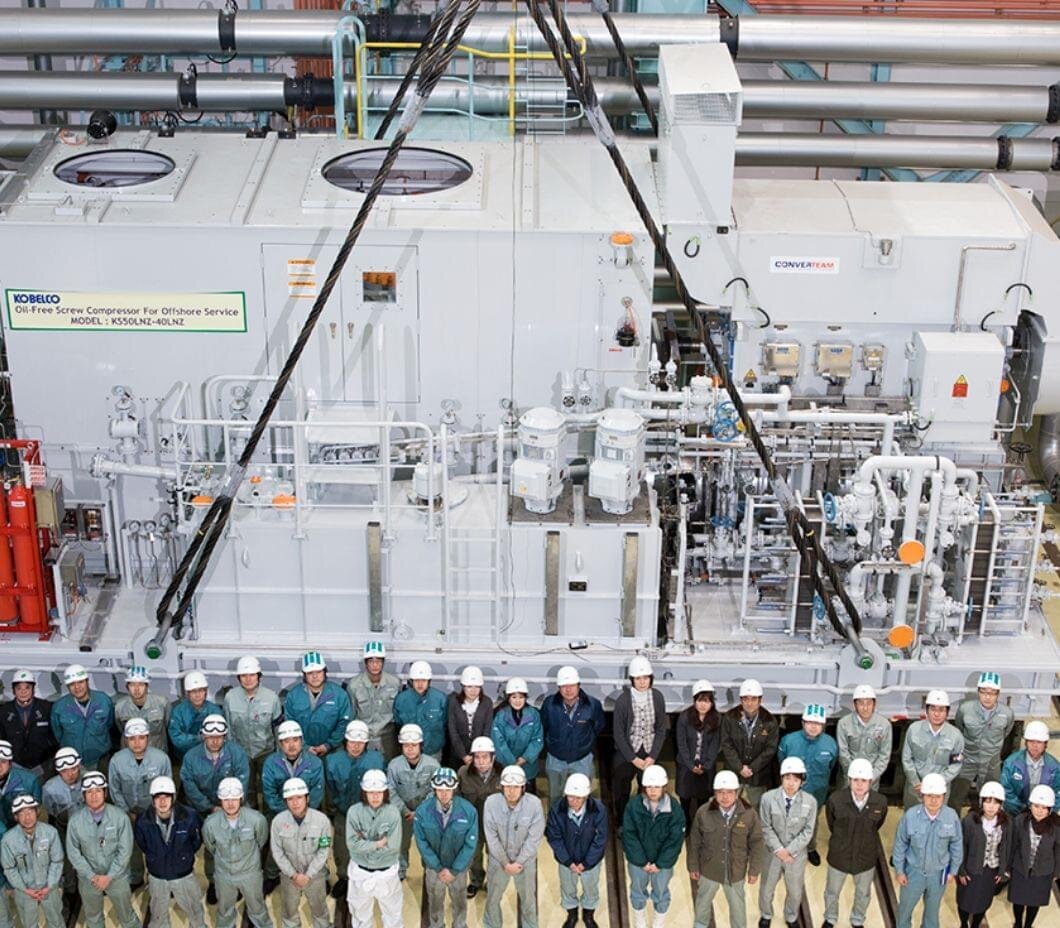
A compressor manufacturer that can design and manufacture 3 major types of gas compressors
A gas compressor is a machinery component critical to various energies, oil & gas industries, and plants in the world. KOBELCO is the only company in the world that designs and manufactures these three major types in the same manufacturing company. For more than a hundred years, we have supplied over 10,000 compressor units to our customers around the world.
Compressor segment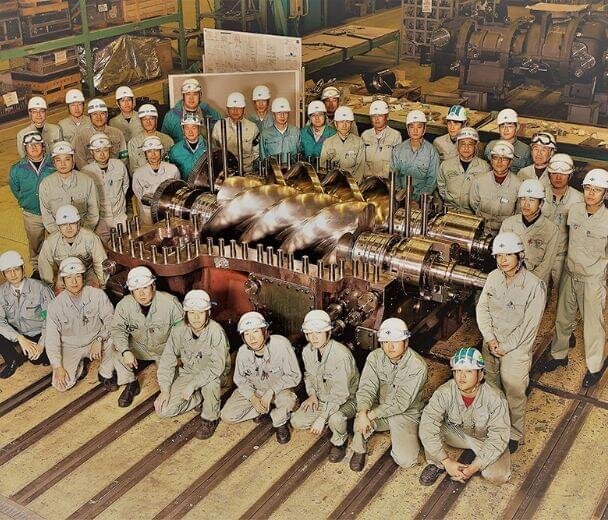




Working on sustainability, helping achieve carbon neutrality
For the past century, KOBELCO has been continually innovating to keep pace with the changing times and the evolving demands of industry.
Over this time, we have delivered over 10,000 compressors worldwide.
Our reliable technology and wealth of experience strongly support the infrastructure of modern industry by providing users with compressors that boost their productivity while helping achieve carbon neutrality.

The features, structures, applications, and other aspects of the three compressor types (screw, centrifugal, and reciprocating).
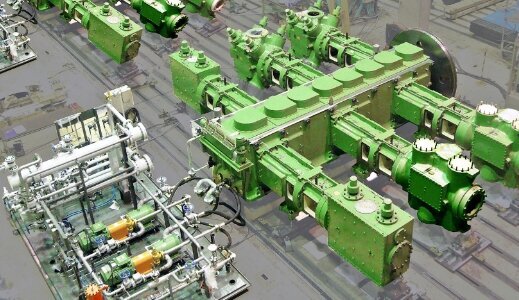
Outlines the compressor lineups that we manufacture and provide.

Looks at the efficient and effective solutions we provide in response to a wide range of challenges by drawing on our advanced technical expertise, a wealth of experience, and extensive delivery track record.

KOBELCO has various after-sales services that provide support after machinery installation to ensure that operation remains stable and any new problems that arise are quickly resolved.
Free product information and other useful materials are available.
Feel free to contact us for an initial consultation.